斜齿轮节圆夹具应用实例
节圆夹保持架(主体见图1)是该夹具的难点和重点。为了保证夹具主体螺旋线方向面上的任意一点至中心的距离相等,铣削加工时保持架基准定位面具有一个倾斜角度,该倾斜角度=螺旋角β,并且铣削倾斜角的份数=齿数=Z=19。

节圆夹具装配如图2所示,该节圆夹的定位滚子通过钢丝固定在节圆夹保持架上,保持架倾斜角β=25.93°,这样固定在保持架上的滚子就有一定的倾斜角,间接地保证了滚子在螺旋线方向面上的任意一点至中心的距离相等。和直齿圆柱齿轮一样,新型节圆夹在加工斜齿圆柱齿轮(见图3)时,斜齿圆柱齿轮在螺旋线方向剖面上的任意一点至中心的距离都相等,接触线是条平行于轴线的直线。

图2 节圆夹装配
1.钢丝 2.滚子 3.衬套 4.节圆夹保持架
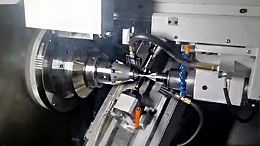
具体使用过程如下:先将斜齿圆柱齿轮放入新型节圆夹,用带有倾斜的滚子对齿槽进行定位,然后再用三爪把新型节圆夹夹紧。同时,该新型节圆夹采用多段式设计,增加了节圆夹的柔性,接触面积更大,接触更充分。可以更好地消除斜齿圆柱齿轮轴向圆跳动、热处理变形、加工操作和接触点不稳定等误差。

图3 新型节圆夹对斜齿圆柱齿的加工
虽然是一个小小的设计改进,但是这个新型节圆夹根据斜齿圆柱齿轮的特点而设计,可以实际的运用于斜齿圆柱齿轮的加工,解决工艺问题,也正说明了优秀的设计方案都是不断从细节改进得来的。